



You’ve spent weeks selecting a flawless sequence of premium flitches. You’ve book-matched them perfectly, stitched the leaves together, and run them through the press. Under the dim, dusty light of the press room, the panel looks great. But the second you transport it to the job site and mount it under the unforgiving, raking light of a commercial office lobby or a series of overhead LED strips, disaster strikes.
Suddenly, you can see every single microscopic ridge, every tool mark, every particle void, and even the phantom pattern of the underlying plywood grain ghosting straight through the wood face.
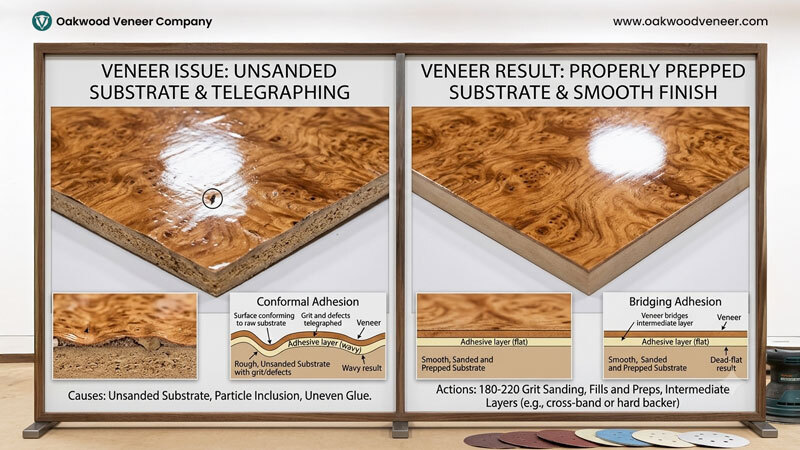
In the trade, we call this telegraphing. It’s one of the most frustrating technical challenges a shop can face, because it turns an expensive, high-end architectural element into a panel that looks cheap and poorly prepped.
Let's talk about the physics of telegraphing, why your core material matters, and how to use heavy-duty backing tech to act as an insurance policy for an ultra-smooth finish.
1. The Physics of the Ghost: Why Telegraphing Happens
Wood veneer is incredibly thin—often around 1/42" for standard raw faces. At that thickness, wood behaves less like a rigid plank of lumber and more like a sheet of wet paper. It has almost no structural body of its own to span gaps or hide ridges.
When you apply pressure in a vacuum table or a cold press, the adhesive layer spreads out and the press forces that thin wood face to conform exactly to the topography of the substrate underneath. If there is a microscopic valley or a raised grain line on that core board, the veneer is forced down into it or pushed up over it.
Worse yet, as your glue line cures and evaporates, it shrinks. That shrinkage pulls the thin veneer even tighter against the core, locking in those tiny surface variations.
2. Grading the Cores: From Best to Worst
Preventing telegraphing starts with choosing the right core foundation. Not all sheet goods are created equal when it comes to face topography:
- MDF (Medium-Density Fiberboard): The Undisputed King. MDF is made from finely exploded wood fibers mixed with resin and pressed flat. It has no grain direction, no voids, and an incredibly uniform surface profile. If you want a dead-flat, mirror-smooth finish on a high-gloss walnut panel, MDF is your absolute best bet.
- PBC (Particleboard Core): The Reliable Workhorse. Industrial-grade particleboard is a solid option for general commercial casework. The core consists of larger wood chips, but the face layers are made from highly refined, fine wood particles. It’s flat and stable, though low-grade budget particleboards can occasionally feature small surface voids that might trap glue and cause tiny dimples.
- Veneer Core (Plywood): The Danger Zone. Traditional hardwood plywood is fantastic for structural strength and weight savings, but it is the number-one culprit behind severe telegraphing. Plywood is made of stacked, rotary-cut plies. Those plies have coarse, open grains and uneven thicknesses. Over time, as the building's humidity shifts, those inner plies expand and contract at different rates, causing the grain pattern to "ghost" right through your premium face sheet.
3. The Heavy-Duty Backer: Your Shield Against Core Deficiencies
Look, we live in the real world. You can't always control the substrate. Sometimes the project specification demands a plywood core for weight limits, or a frantic job-site schedule forces you to veneer over an existing MDF wall panel that has minor scuffs and sanding scratches.
If you are pressing thin raw wood veneer or a standard 10-mil paper-backed sheet over a less-than-pristine substrate, you are playing Russian roulette with telegraphing.
To achieve a dead-flat surface on an imperfect core, you need to step up your backing dynamics. You need a backer with enough structural density and body to bridge those micro-valleys instead of sinking into them.
- The 22.2 Mil BFV Option: Doubling the thickness of your paper backing to a 22.2 Mil BFV (Bubble Free Veneer) sheet completely changes the game. That extra layer of dense paper acts as a shock absorber. It absorbs minor tool marks, tiny core voids, and localized adhesive pools, preventing them from telegraphing up to the face.
- The Phenolic Solution: For high-stakes, ultra-premium commercial jobs—especially if you are using a high-gloss topcoat that magnifies every single surface defect—you need a Phenolic Backer. Phenolic backing is essentially a thin sheet of dense, rigid plastic resin bonded to the back of the wood. It behaves like a sheet of laminate. It is completely rigid, has zero grain memory, and possesses the structural muscle to span across plywood grain telegraphing and substrate imperfections without telegraphing a single micron.
In Summary: Smooth Surfaces Demand Smart Foundations
Telegraphing isn't a mystery; it’s just the natural result of thin timber reacting to an imperfect base. By prioritizing flat, uniform fiberboard cores like MDF whenever possible, and utilizing heavy-duty BFV or phenolic-backed sheets as a structural shield, you can guarantee a flawless, flat installation that looks stunning under any lighting layout the architect throws at you.
Before you layout your next premium wall pane or boardroom table takeoff, take a hard look at your core materials. If you suspect your substrates aren't perfectly pristine, don't risk a costly callback. We can help you select the exact heavy-duty Wood Veneer Sheets and composite configurations needed to handle tough shop floor conditions. Contact us today to talk tech with our crew, run through your layout specs, or to get an accurate quote on flat, ultra-smooth Wood Veneer Panels.